Сколько Стоит Оцилиндровка Бревна
 Такие бревна являются удобной элементной базой для систем автоматизированного проектирования, широко применяемых в деревянном домостроении. Но эта технология имеет и ряд недостатков, последствия которых не всегда удается предусмотреть в силу «своенравности» древесины, в первую очередь – анизотропии ее строения.
Такие бревна являются удобной элементной базой для систем автоматизированного проектирования, широко применяемых в деревянном домостроении. Но эта технология имеет и ряд недостатков, последствия которых не всегда удается предусмотреть в силу «своенравности» древесины, в первую очередь – анизотропии ее строения.
Во-первых, достаточно большой процент древесины при оцилиндровке уходит в отходы, причем снимается, как правило, самая засмоленная, препятствующая загниванию бревна древесина его заболони. Во-вторых, при оцилиндровке правильная форма бревна достигается резанием поверхностных слоев бревна, что приводит к перерезанию годовых слоев, вскрытию пор древесины и способствует поражению ее спорами грибов, насекомыми, усилению отрицательного воздействия солнечных лучей и атмосферных осадков. В-третьих, если оцилиндрованные бревна получены из заготовок, имевших заметные дефекты формы и строения, то в процессе сушки в них могут возникнуть внутренние напряжения, которые способны привести как к продольному искривлению бревен, так и к закручиванию их по спирали вдоль продольной оси. А это может вызвать даже разрушение стен. В-четвертых, дом из оцилиндрованного бревна должен «выстояться» минимум полтора-два года, пока бревна с наружной и внутренней сторон дома не высохнут до эксплуатационной влажности.
Причинами усадки сруба является усушка бревен, которая может доходить до 5–8%, в зависимости от исходной влажности, а также усадка до 2%, вследствие смятия бревен под нагрузкой и раскрытия трещин и разгрузочного паза. Следовательно, в сумме эти причины могут приводить к усадке дома на 7–10%. Суммарная величина усадки стены высотой 3 м, как показывает практика, приведет к снижению уровня потолка на 15–22 см и более. Однако широкому распространению домов из оцилиндрованного бревна способствует простота их сборки, появление различных защитных пропиток, антисептиков и покрытий для древесины.
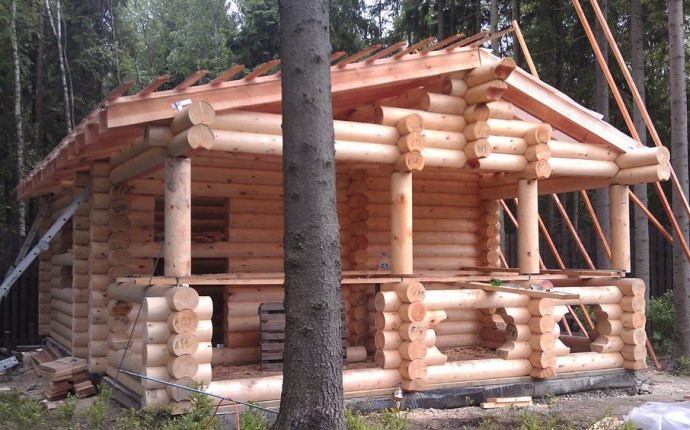
Производство оцилиндрованного бревна
Технологический процесс производства оцилиндрованного бревна выполняется на оцилиндровочных станках. На первом этапе обработки производят собственно оцилиндровку, т.е. придают бревну правильную цилиндрическую форму. На втором этапе производят выборку в круглом бревне продольного, чаще всего радиусного паза для стыковки с бревном, расположенным ниже. Иногда операция по выборке радиусного стыковочного паза совмещается с выборкой толстой пилой или узкой фрезой достаточно глубокого разгрузочного паза либо внутри самого радиусного паза, либо на верхней образующей бревна для последующей локализации трещин в зону паза с лицевой поверхности бревна в процессе его сушки в естественных условиях.










